


*Деталь
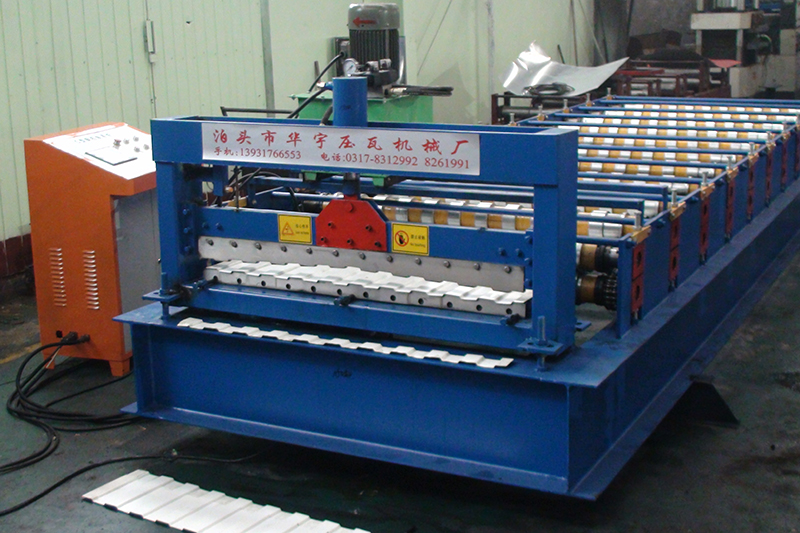
Профилегибочная машина для производства стеновых панелей обычно используется для производства стеновых панелей заводов, складов, гаражей, ангаров, стадионов, выставочных павильонов, театров и т. д. Она в основном состоит из деталей подачи материала, формовки рулонов и резки. Компьютерное управление ПЛК и гидравлическая насосная система делают машину для профилирования панелей достаточно простой в эксплуатации и высокоавтоматизированной. Наша команда дизайнеров, состоящая из более чем 10 человек, занимается разработкой профилегибочных машин с различными функциями для клиентов.
Машина для формования стеновых листов оснащена двухлинейной цепью, давление которой распределяется равномерно в каждой точке цепи. Режущая часть изготовлена из молибден-ванадиевой стали Cr12, обладающей высокой твердостью и высокой износостойкостью. По запросу клиентов мы можем разработать многоязычную систему управления для профилегибочной машины. Стеновые панели, изготовленные на этом оборудовании, имеют гладкую поверхность и однородный внешний вид.
*спецификация
| Конфигурации | Ручной разматыватель, Направляющая платформа, Правильный станок рулонной ленты, Основная машина для профилирования рулонов, Электро-Мотор,Режущее устройство, Гидравлическая станция, ПЛККонтроль, Споддерживающий стол. |
| Система управления | ПЛК Дельта-инвертор |
| Основная рама | 200-300 мм двутавровая балка |
| Основная мощность | 3-4 кВт |
| Мощность насоса | 3 кВт |
| Источник питания | 380 В, 3 фазы, 50 Гц |
| Скорость формирования | 15-20м/мин |
| Скорость резки | 8-12 м/мин |
| Ролл-станция | 9-13 стендов |
| Диаметр ролика | 70-80 мм |
| Гидравлическое давление | 10-12МПа |
| Толщина подачи | 0,3-0,8 мм |
| Ширина подачи | 914-1250 мм |
| Толщина щита | 12-16 мм |
| Размер цепи | 20 мм |
| Стандартный резак | Кр12 |
| Ролик Стандартный | 45# |
| Размер хромового покрытия | 0,05 мм |
| Общий размер | По продукту |
| Общий вес | По продукту |




♦ ПРОФИЛЬ КОМПАНИИ:
Компания Hebei Xinnuo Roll Forming Machine Co., Ltd. не только производит различные типы профессиональных профилегибочных машин, но также разрабатывает интеллектуальные автоматические производственные линии для профилирования профилей, машины для профилирования профилей C&Z, линии для производства профилей для дорожных ограждений, линии для производства сэндвич-панелей, настилы. формовочные машины, машины для изготовления легких килей, машины для формования створок, дверей, водосточных труб, водосточные машины и т. д.
Преимущества рулонного формования металлической детали
Использование профилирования для ваших проектов имеет несколько преимуществ:
- Процесс профилирования позволяет выполнять такие операции, как штамповка, вырубка и сварка, в режиме реального времени. Затраты на рабочую силу и время на вторичные операции сокращаются или устраняются, что снижает стоимость деталей.
- Инструменты для изготовления рулонных форм обеспечивают высокую степень гибкости. Один комплект инструментов для опалубки позволяет изготовить рулоны практически любой длины с одинаковым поперечным сечением. Не требуется несколько наборов инструментов для деталей различной длины.
- Он может обеспечить лучший контроль размеров, чем другие конкурирующие процессы обработки металлов давлением.
- Повторяемость присуща этому процессу, что позволяет упростить сборку деталей, формованных методом прокатки, в готовое изделие и свести к минимуму проблемы, связанные с нарастанием «стандартных» допусков.
- Профилирование валков обычно представляет собой более высокоскоростной процесс.
- Профилирование рулонами обеспечивает клиентам превосходное качество поверхности. Это делает профилирование отличным вариантом для декоративных деталей из нержавеющей стали или деталей, требующих такой отделки, как анодирование или порошковое покрытие. Кроме того, во время формовки на поверхность можно нанести текстуру или рисунок.
- Профилирование рулонами использует материал более эффективно, чем другие конкурирующие процессы.
- Рулонные формы могут быть изготовлены с более тонкими стенками, чем конкурирующие процессы.
Профилирование — это непрерывный процесс, который преобразует листовой металл в заданную форму с помощью последовательных наборов сопрягаемых валков, каждый из которых вносит лишь постепенные изменения в форму. Сумма этих небольших изменений формы представляет собой сложный профиль.
-
Машина для изготовления конькового листа, машина для производства рулонов крыши...
-
оборудование для изготовления коньков Машина для изготовления коньков...
-
машина для производства двухслойных рулонов
-
Машина для производства рулонных панелей со стоячим фальцем
-
машина для производства рулонных панелей крыши
-
Машина для изготовления конькового листа, машина для производства рулонов крыши...



